これは、競技用(^^;部品ですので、よいこの皆さんは一般公道では絶対使用しないでください〜(^^;;
これと同じ物を私は実質走行2000km使用しましたが、特に割れ等も無く、排気漏れもありませんでした。
 |
まずはパイプの切り出しから・・・・ 高速カッターは使用しません(切断面が斜めになったりバリが多く出るので・・・) イクラ精機のバンドソーを使用します パイプ1本が4m物なので1度材料を購入するとこんなに出来てしまいます(^^; 正確には4m物を購入すると15本も製作できることになります(滝汗・・・ パイプはSUS304のマフラー用パイプです。 普通の化粧パイプと何処が違うのかと言われると、素人の私にはわかりません(^^; 材料屋さんの話しでは、高温でも割れにくく加工しているとのことでした。 |
 |
フランジ部の製作です。 ノーマルのエキマニの触媒側&ノーマルマフラーの触媒側の取り付けボルトのピッチをケガキます。 そしてガスケットの外周でフランジの型取りをします。 以前は5mm厚のSUS304の板を使用していたのですが、今は6mm厚のSUS304の板に変更 しています |
 |
ボール盤でまず下穴を開けます。 |
 |
この時ポンチの打つ位置が微妙にズレるので、穴径を少し大きめに開けます。 穴を大きめに開けることで、CL1だけではなくCF4用にも使用出来ます。 |
 |
バンドソーのオプションを利用して、糸鋸みたいに使用して、
フランジのケガキ線に沿って切断していきます 以前はプラズマ切断機で切断していたのですが、切りシロが多いのと、切断面が焼ける&仕上げ処理 の時間が掛かるので、バンドソーを最近は使っています。 |
 |
エアーリュ−ターで、切断面の処理をしていきます。 |
 |
治具にセットします。 この治具はノーマルの触媒を使用して作っていますので、フランジの角度等の微妙なズレも OKです(^^)(それにしても廃材利用の治具は・・・・) |
 |
仮付け状態です。 パイプの内側も点付けを行います。(本溶接の時に歪みを最小限に押さえるためです。) |
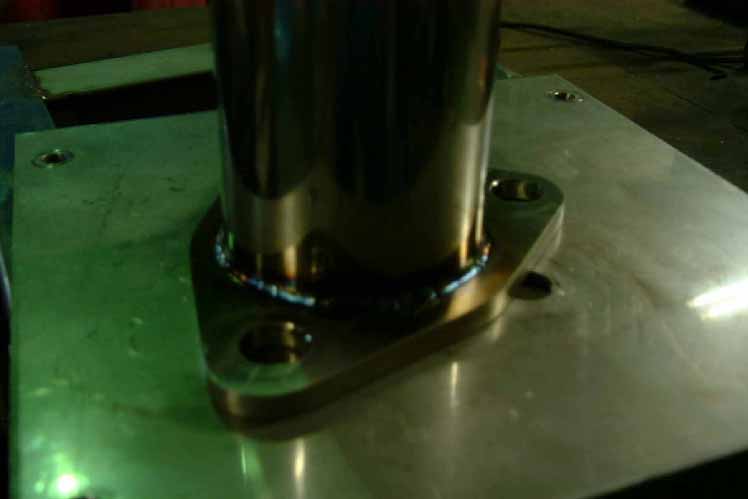 |
アルゴン溶接機で本付けをします。 (夜間撮影の為少し見づらいですが・・・) |
 |
パイプ内部をエアーリュ−ターで研磨&フランジ面をケンマロン(商品名かな??)で仕上げて完成です。(最近はフランジ面をバフがけしています) |
